
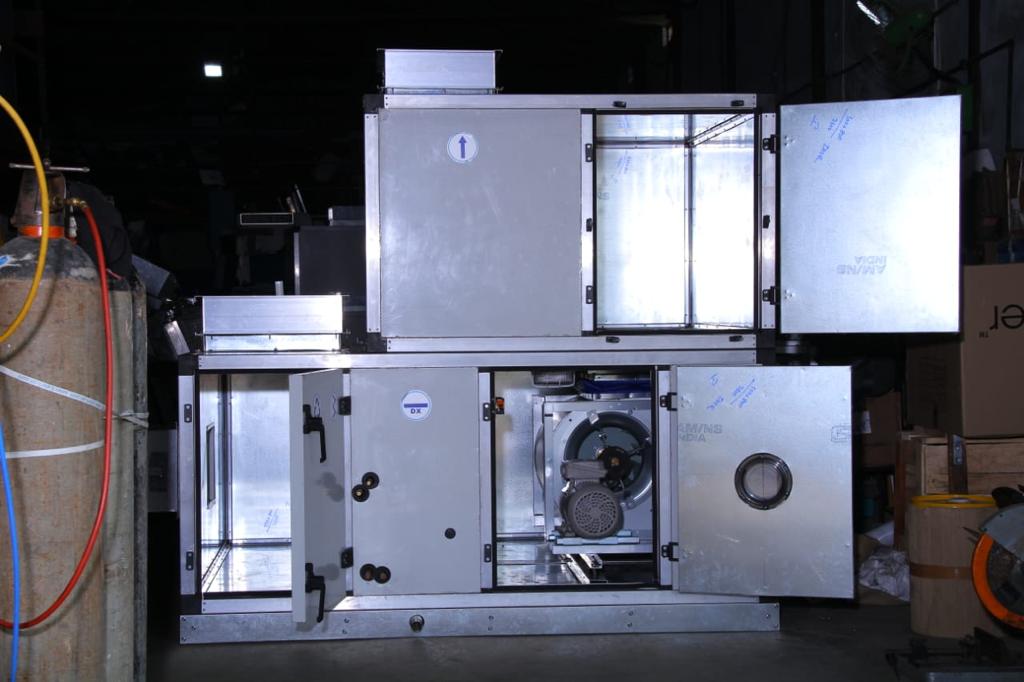



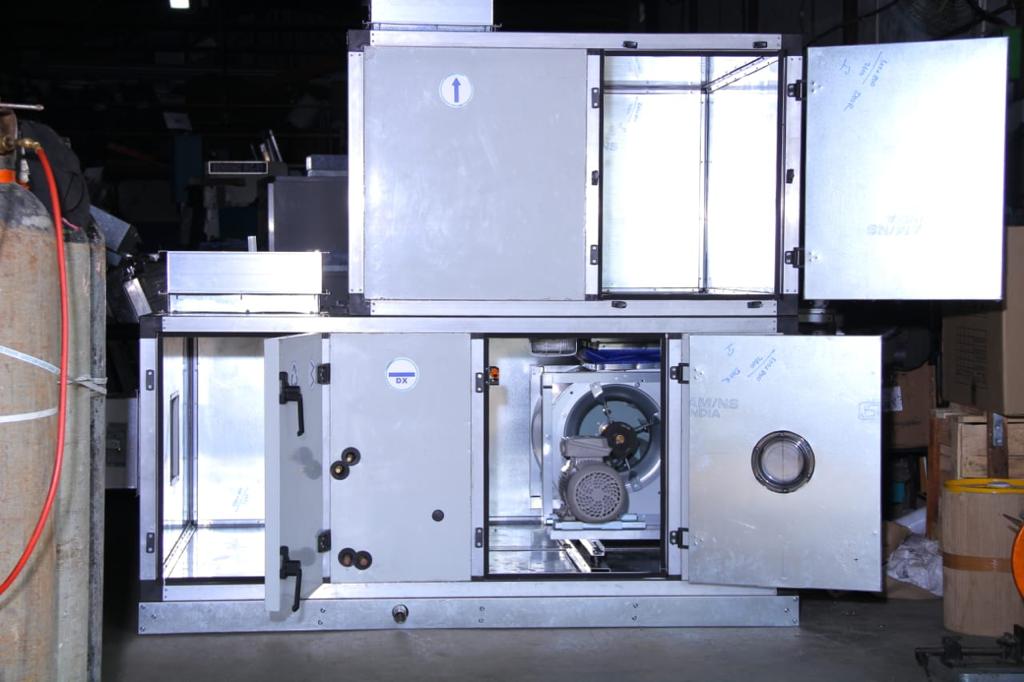
Custom-Built AHUs for Clean & Controlled Spaces
Project-specific AHUs engineered for reliable airflow, tight temperature and humidity control, and multi-stage filtration.
Key Features
Core construction and filtration aligned with cleanroom and healthcare standards.
- Double-skin panels with PUF / rockwool insulation
- G4, F7 and HEPA filter stages as per ISO 14644 & GMP
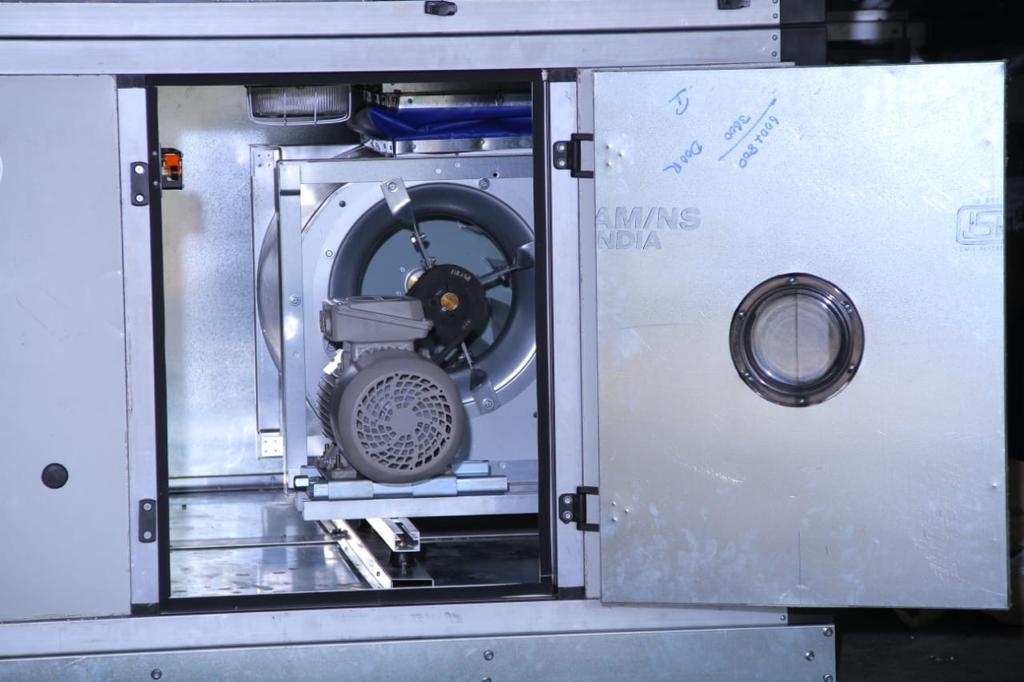
- Energy-efficient plug or centrifugal fans with VFD
- Cooling and heating coils sized for precise conditions
- Low-leakage casing with access doors and viewports
- Drain pans with proper slope and SS construction
Engineering Options
Configured to match your facility layout and control philosophy.
- Blow-through or draw-through configurations
- Indoor, rooftop and skid-mounted AHU layouts
- BMS/EMS integration with full control panel engineering
- Custom CFM and zoning for single room or full facilities
Applications
AHUs sized and specified for critical and comfort applications.
- Pharmaceutical and biotech manufacturing
- Hospitals, OTs, ICUs and isolation wards
- Nutraceutical and food processing facilities
- Electronics, microelectronics and labs
Why MSV AHUs?
End-to-end responsibility from design to validation.
- Integrated envelope, AHU and ducting experience
- On-site balancing, testing and commissioning support
- NABH, WHO-GMP and ISO-compliant design practices
- Lifecycle service, retrofit and spare management
Founded by Madhu Sutari
With two decades in cleanroom and HVAC projects, Madhu Sutari leads MSV Group’s AHU and airflow solutions, ensuring designs are practical, serviceable and compliant.
Each AHU project benefits from his focus on lifecycle performance, energy efficiency and audit-ready documentation.
Planning AHUs for a New or Existing Facility?
Get an engineered AHU proposal aligned with your cleanroom classes, heat loads and validation strategy.
Request a Quote